“我是谁?我从哪里来?要到哪里去?”当善于思考的人们慢慢解读完这个宏大的哲学命题,坐下来手捧一杯香醇的牛奶,也许另一个问题就会在不经意间冒了出来:一滴牛奶有着怎样的前世今生?今天伊小利就为您揭秘“一滴牛奶的智慧之旅”,也让您感受一下伊利集团在董事长潘刚“不创新,无未来”的创新思维指引下,如何全面地推进“智慧乳业”建设。
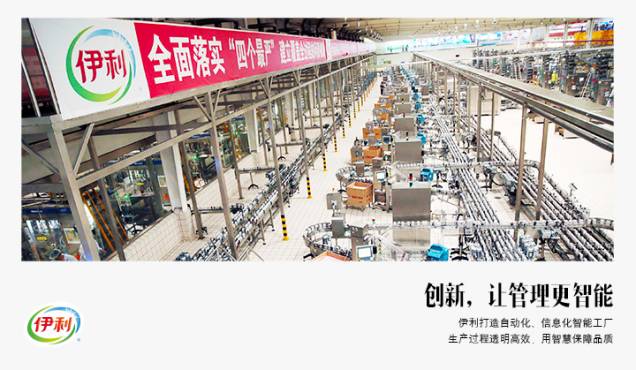
很多朋友或许带有这样的疑问:“牛奶工厂是不是把从牧场挤出的牛奶放到大锅里慢慢煮,等到煮够了时间再取出来分装?”然而进入伊利工厂,伊小利并未发现热气腾腾的“煮奶”大锅,这是为什么?因为伊利工厂所有环节均实行密封无菌自动化智能生产。从生产线到抽样检查再到装箱,伊利牛奶的加工全过程都是在智能化生产的条件下进行的。
隔着原奶处理中央控制室和中心化验室的玻璃窗,伊小利看到,整个控制单元只需要几名操作工人,电脑实时监控运行情况,严格控制原奶、各种原辅材料及各类产品检测。更让伊小利叹为观止的是——伊利工厂产品检测远超国家检测标准,在国标线的基础上,伊利提升了50%的标准,制定了企标线;在企标线的基础上,又提升了20%的标准,制定了内控线。企标线严于国标线,内控线严于企标线,进一步提升了企业自身食品安全的风险管控能力。
来到工厂预处理车间,伊小利了解到牛奶的预处理也被称为“标准化处理”,整个过程要经过9道工序,包含牛奶采样检测、计量、过滤、分离、均质、两次杀菌等,每一道工序都对牛奶的品质起着至关重要的作用。在灌装车间,14条生产线有条不紊地工作着,这里采用半成品包材,四条轨道同时进入包材,由滑竿撑开盒子、灌入牛奶,牛奶盒的顶部采用超声波封口技术,直接对包材中的塑料夹层进行热熔粘接,不使用任何胶水和粘合剂,确保牛奶品质不会受到任何污染。每台设备一小时可灌装12000包,相当于每分钟200多包,如果将现场14条生产线1小时生产的牛奶一包包叠放起来,其高度接近3座珠穆朗玛峰。
在包装区域,伊利利用平面与空间纵向进行缓冲,同时绿色网兜保证每个产品的吸管粘贴,不会有任何一个“漏网之鱼”;在码垛环节,机械手代替了60名工人的工作量,极大提高了工作效率并节省了大量的人力;车间内产品的运输是由STV无人驾驶小车来完成的。STV无人驾驶小车与机械手、堆垛机相互配合,高效完成货物的运输,将一箱箱牛奶存放在亚洲最大的立体仓库。这里设有21024个货位,可以容纳成品牛奶2万多吨,7000多万盒牛奶,相当于北京市民一周的饮奶量。

参观了一圈智能工厂,伊小利了解到,牛奶在入厂后采用条码扫描,随机编号检测;在亚洲最大的乳业智能仓储系统,伊利部署了码垛等不同类型的机器人,最大限度地提升了生产效率,同时根据市场的供需情况,对生产计划做出科学调节。在质量管理环节,伊利集团在行业内首创并推出产品追溯系统,使得每份伊利产品都有据可循。在智能工厂,一滴牛奶就是这样完成了它的智慧之旅。
参观完伊利工厂,伊小利只想说:“原来,每一杯牛奶的生产都可以如此‘智能’”。而这些“智能”牛奶正是伊利创新思维的结晶。伊利将智能化和数字化贯穿于全产业链,落实在牧场养殖、质量管理、创新研发、市场营销、工业旅游等各个层面、各个环节。在潘刚看来,“创新一直都是伊利深植于血脉的发展关键词,创新在伊利就是生产力。”